激光加工技术-激光打孔
激光打孔
在元件上开个小孔是件很常见的事。但是,如果要求在坚硬的材料上,比如在硬质合金上打大量0.1毫米到几微米直径的小孔,用普通的机械加工工具怕是不容易办到,即使能够做,加工成本也会很高。
现有的机械加工技术在材料上打微型小孔是采用每分钟数万转或者几十万转的高速旋转小钻头加工的,用这个办法一般也只能加工孔径大于0.25毫米的小孔。在今天的工业生产中往往是要求加工直径比这还小的孔。
比如在电子工业生产中,多层印刷电路板的生产,就要求在板上钻成千上万个直径约为0.1~0.3毫米的小孔。显然,采用刚才说的钻头来加工,遇到的困难就比较大,加工质量不容易保证,加工成本不低。早在本世纪60年代后,
科学家在实验室就用激光在钢质刀片上打出微小孔,经过近30年的改进和发展,如今用激光在材料上打微小直径的小孔已无困难,而且加工质量好。打出的小孔孔壁规整,没有什么毛刺。打孔速度又很快,大约千分之一秒的时间就可以打出一个孔。
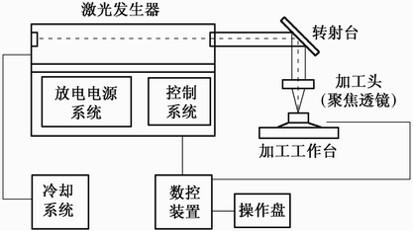
激光打孔原理:加工头将激光束聚焦在材料上需加工孔的位置,适当选择各加工参数,激光器发出光脉冲就可以加工出需要的孔。
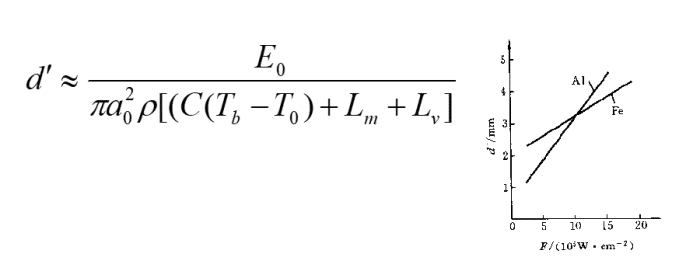
1.功率密度要求:106~109W/cm2的脉冲激光
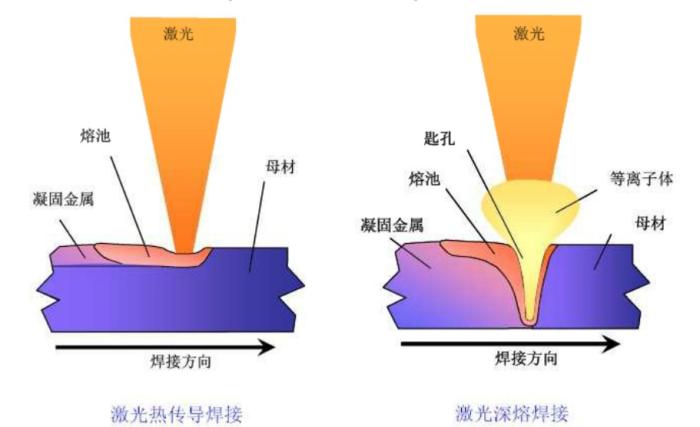
2.孔深:(激光打孔宜采用高功率密度的脉冲激光打孔)
3.打孔质量的影响因素(脉宽和聚焦位置),怎样用好激光“钻头”?
A、脉冲能量一定时:脉宽增加,功率密度下降,融熔了的材料没有办法充分汽化,却把在它附近的材料加热,使熔化层增厚,结果,被打出来的小孔在形状大小上就不那么规整。如果使用的是高重复率激光器输出的光脉冲,
这时每个光脉冲平均的能量并不很高,但由于光脉冲的宽度窄,功率水平却不低。于是每个激光脉冲在材料上形成的融熔体不多,主要是发生汽化。由于使小孔附近的材料加热时融熔体很少,因而也就不出现在用单脉冲打孔时出现的事。打出的小孔形状和大小就规整得多了。
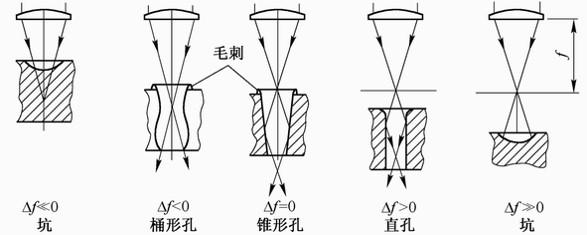
B、焦点位置的选择:对于比较厚的材料,激光束焦点位置应位于工件的内部,如果材料比较薄,激光束焦点需放在工件表面的上方。这样的安排会让打出来的小孔上下大小基本上一致,不出现“桶状”的小孔。
激光打孔中离焦量对打孔的影响
4.激光打孔的应用例举:
 陶瓷·Φ0.5mm孔·激光打孔
陶瓷·Φ0.5mm孔·激光打孔
叶片是喷气涡轮发动机的重要部件之一。工作状态下,该部件在高温燃气中高速旋转。为提高叶片的耐高温性能,人们正在积极研制一种新型叶片, 该叶片具有特殊的中空结构,并在表面用激光打孔工艺制作了一系列与中空部分贯通的小孔。
工作时向叶片中空部分不断灌入冷气,经小孔泄出后在叶片表面形成冷气保护膜。这样叶片虽处于高温燃气之中,其本身温度相对而言并不很高。显然,这种设计极大地改善了叶片的耐高温性能,有益于延长叶片的使用寿命。
 叶片·Φ0.5mm小孔·激光打孔
叶片·Φ0.5mm小孔·激光打孔
国家电力公司《防止电力生产重大事故的二十五项重点要求》第11.3.1.1及11.3.1.2条发电机内冷水系统滤网需要将钢丝、铜丝滤网等更换为激光打孔的不锈钢板新型水过滤器滤网,防止滤网破碎进入发电机线圈。
采用了高强度激光打出的微孔不锈钢网板,可阻挡杂质及颗粒进入发电机线棒,防止杂质堆积造成线棒阻塞的事故发生。
激光打孔主要应用在航空航天、汽车制造、电子仪表、化工等行业。激光打孔的迅速发展,主要体现在打孔用YAG激光器的平均输出功率已由5年前的400w提高到了800w至1000w。
国内目前比较成熟的激光打孔的应用是在人造金刚石和天然金刚石拉丝模的生产及钟表和仪表的宝石轴承、飞机叶片、多层印刷线路板等行业的生产中。
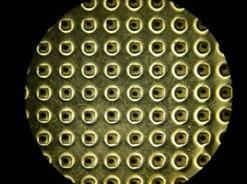
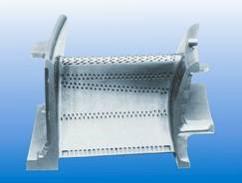
 过滤板·82万个Φ0.7mm孔 (3mm厚不锈钢板)
过滤板·82万个Φ0.7mm孔 (3mm厚不锈钢板)
目前使用的激光器多以YAG激光器、CO2激光器为主,也有一些准分子激光器、同位素激光器和半导体泵浦激光器。
A、金刚石拉丝模的激光打孔
激光加工金刚石模具,不仅能节省许多昂贵的钻石粉,而且与常规的机械超声加工法相比,提高了加工效率。用机械钻孔机打通一个20点的金刚石需要24小时,而用激光仅需10分。
单脉冲激光打孔的孔深小于1mm,对应的孔径为0.005~0.4mm;
多脉冲激光打孔的孔深可达3mm,最大孔径可达1mm。
B、脉冲YAG激光打精密孔
例如用脉冲YAG激光能在厚度为1mm的珍珠宝石上打出16个直径为0.2mm的高精度系列孔,加工精度为±0.03mm,孔间隔为0.01mm,加工速率为每分钟打一个孔。
用脉冲YAG激光对0.005mm厚的钛和钼薄箔进行打孔,孔径可达0.02mm;用脉冲YAG激光对0.07mm厚的氧化铝陶瓷材料打孔,孔径为0.15mm,打孔精度为± 0.2mm。
C、脉冲CO2激光打孔
像钢铁之类的金属材料对YAG波长激光吸收率较高,故宜采用YAG激光打孔。但是,陶瓷、玻璃和塑料之类的非金属材料对CO2激光具有较高的吸收率。因此对这类非金属材料适合采用脉冲CO2激光打孔。
此外普通香烟过滤嘴上的小孔、喷雾器阀门上的小孔,也在采用激光加工。喷雾器罐和瓶子颈部都有一个用来控制压缩物质(比如除臭剂、油料或者其他液体)的流量,阀门使用的性能就由喷雾器上这只小孔来决定了。
这只小孔的直径为10微米到40微米,用其他机械加工方法不那么好做,用激光来加工,能保证质量,每小时还可以打4万个小孔呢!

 咨询电话:18021550999/ 0510-88239888
咨询电话:18021550999/ 0510-88239888






 业务咨询
业务咨询 18021550999
18021550999 0510-88239888
0510-88239888