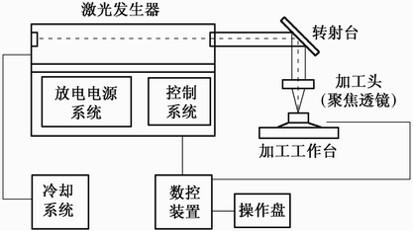
激光焊接常见缺陷及应对措施
激光焊接时工艺参数不正确,措施不良,往往会导致一些焊接缺陷的产生:
●焊点表面飞溅
●内部焊接气孔
●出现焊接裂纹
●产生焊接变形
 激光焊接时产生的飞溅
激光焊接时产生的飞溅
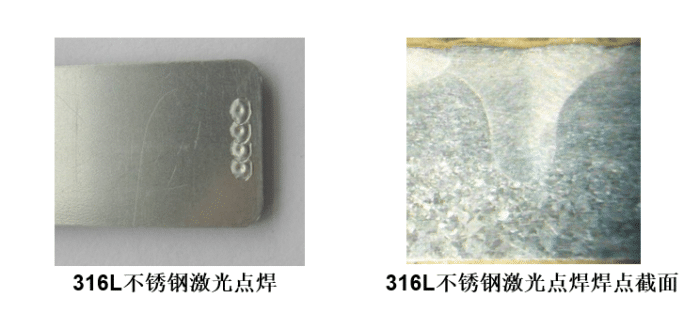
焊点表面飞溅
激光焊接时产生飞溅的主要原因是激光功率密度过高,工件在短时间内吸收了较多的激光能量,材料严重气化,熔池反应剧烈形成焊接飞溅,飞溅不仅影响工件的外观和装配精度,更会影响焊接强度,造成产品不良
引起飞溅具体原因,可以归纳为以下几点:
●激光峰值功率过高,形成焊接飞溅
●焊接波形不合适,对高反射率材料未使用合适波形焊接
●材料成份偏析,造成局部吸收率提高,形成焊接飞溅
●工件表面有污物或非金属物质,造成吸收率提高,形成焊接飞溅
●两工件之间或工件底部有低熔点物质,焊接时形成大量气体,造成飞溅
●焊接部位形成中空的封闭空间,焊接时空间内的空气受热膨胀形成飞溅
防止飞溅的措施
一般从以下几个方面来改善焊接效果,防止焊接飞溅:
●优化焊接焊接工艺参数,如降低峰值功率或使用尖峰波
●选用合格优质的原材料
●加强焊前清洗,祛除油污杂质
●合理设计焊接结构
焊点内部气孔
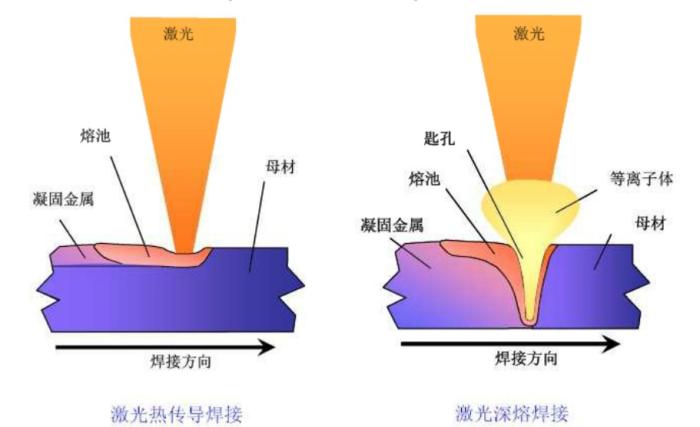
气孔是激光焊接中最常见的缺陷,激光焊接热循环快,熔池存在的时间短,造成焊接时形成的气体来不及从熔池中溢出,从而形成焊接气孔
 激光焊接时产生的飞溅
激光焊接时产生的飞溅
激光焊接时常见的气孔一般可以分为以下几类:
●氢气孔
●一氧化碳气孔
●小孔坍塌气孔
气孔的预防措施
●减小气孔来源
工件表面水、油污、氧化膜等融入熔池,发生冶金或物理,析出气体,当气体来不及溢出熔池,就会形成气孔,因此焊接前应做好工件清洗工作,甚至增加预热,可有效减小气孔产生几率
●延长熔池存在时间
由于激光焊接的特性,其热循环时间快,熔池存在时间短,熔池中析出的气体往往来不及金属就凝固了,所以延长熔池存在的时间也是减少气孔产生的一个有效方法,具体做法可以延长焊接脉宽
●改变离焦量
焊接时,激光在焦点或负离焦位置焊接时,熔池反应剧烈,合金元素气化严重,往往成为产生气孔的气体来源,当改变离焦位置,使焊接能量更加柔和,则可减少金属元素气化形成的气孔
焊接裂纹
 焊接时产生的裂纹
焊接时产生的裂纹
激光焊接时裂纹危害很大,严重影响工件的焊接强度,降低工件的使用寿命,因此预防裂纹有重要意义,激光焊接加热冷却时间快,加大了材料产生裂纹的几率,必须采取一定措施加以改善
按照裂纹形成机理,裂纹可分成以下几类:
●热裂纹,包括结晶裂纹、多变化裂纹和液化裂纹
●冷裂纹,包括延迟裂纹、淬硬脆化裂纹和低塑性脆化裂纹
●再热裂纹,主要指消除应力热处理裂纹和SR裂纹
●层状撕裂
裂纹的预防
激光焊接主要生成的是热裂纹,在焊接铝合金和高碳高合金钢时常常产生裂纹,预防措施如下:
●焊接某些牌号的铝合金或高碳高合金钢时,由于材料脆硬倾向大,在波形上需增加预热跟缓冷波段,以减少裂纹倾向或降低开裂程度,增加焊接强度
●在焊接接头选择设计时,尽量减少焊接应力的产生,降低焊接时的裂纹倾向
●选择合适的焊接材料,在同等性能的情况下,尽量选用裂纹倾向小的材料
焊接变形
在焊接薄板大幅面多焊点时,往往易产生焊接变形,影响后期工件装配精度和使用性能,焊接时一种局部加热的材料加工方式,焊接变形形成的原因是工件各部分焊接热输入不均匀,热胀冷缩不一致造成焊接变形,因此需要从变形产生的原因加以预防或改善:
●优化工艺参数,减少热输入量,如增加激光峰值,减小焊接脉宽,在不影响焊接表面质量的前提下可有效减小焊接变形量
●降低焊接速度和平率,使单位时间内输入工件的热量减小,则焊接变形量随之减小
●优化焊接顺序,使工件各部分受热均匀,也是减小焊接变形的一种有效方法

 咨询电话:18021550999/ 0510-88239888
咨询电话:18021550999/ 0510-88239888






 业务咨询
业务咨询 18021550999
18021550999 0510-88239888
0510-88239888